句容注塑模具加工
發(fā)布時間:2023-09-21 02:14:44
句容注塑模具加工
注塑模具設計時關于流道的重心:1、進膠口應開設在產品肉厚部分,保障充模順利和完全;2、盡量開設在不影響產品外觀和功能處,可在邊緣或底部處;3、在澆口附近之冷料穴,盡端常設置拉料桿,以利于澆道脫模;4、大型或扁平產品,建議采用多點進澆,可防止產品翹曲變形和缺料;5、其位置應選在使塑料充模流程短處,以減少壓力損失,有利于模具排氣;6、在細長型芯附近避免開設澆口,以免料流直接沖擊型芯,產生變形錯位或彎曲;7、澆口尺寸由產品大小,幾何形狀,結構和塑料種類決定,可先取小尺寸再根據試模狀況進行修正;8、可通過模流分析或經驗,判斷產品因澆口位置而產生之結合線處,是否影響產品外觀和功能,可加設冷料穴加以解決;9、一模多穴時,相同的產品采用對稱進澆方式,對于不同產品在同一模具中成型時,優(yōu)先將產品放在靠近主流道的位置。
句容注塑模具加工
注塑模具設計時關于流道的重心:1、進膠口應開設在產品肉厚部分,保障充模順利和完全;2、盡量開設在不影響產品外觀和功能處,可在邊緣或底部處;3、在澆口附近之冷料穴,盡端常設置拉料桿,以利于澆道脫模;4、大型或扁平產品,建議采用多點進澆,可防止產品翹曲變形和缺料;5、其位置應選在使塑料充模流程短處,以減少壓力損失,有利于模具排氣;6、在細長型芯附近避免開設澆口,以免料流直接沖擊型芯,產生變形錯位或彎曲;7、澆口尺寸由產品大小,幾何形狀,結構和塑料種類決定,可先取小尺寸再根據試模狀況進行修正;8、可通過模流分析或經驗,判斷產品因澆口位置而產生之結合線處,是否影響產品外觀和功能,可加設冷料穴加以解決;9、一模多穴時,相同的產品采用對稱進澆方式,對于不同產品在同一模具中成型時,優(yōu)先將產品放在靠近主流道的位置

句容注塑模具加工
注塑模具選擇規(guī)定一.易于加工:模具零件多為金屬材料制成,有的結構形狀還 很復雜,為了縮短生產周期、提高效率,要求模具材料易于加工成 圖紙所要求的形狀和精度。注塑模具選擇規(guī)定二.耐磨性好:塑件表面的光澤度和精度都和模具型腔表面的耐磨性有直接關系,特別是有些塑料中加入了玻纖、無機填料及某些顏料時,它們和塑料熔體一起在流道、模腔中高速流動,對型腔 表面的摩擦很大,若材料不耐磨,很快就會磨損,使塑件質量受到 損傷。

句容注塑模具加工
當確定模具各部動作得宜后,就要選擇適合的試模注塑機,在選擇時應注意:(1)注塑機臺的Z大射出量是多少;(2)拉桿內距是否放得下模具;(3)活動模板Z大的移動行程是否符合要求;(4)其他相關試模用工具及配件是否準備齊全。一切都確認沒有問題后,則下一步驟就是吊掛模具,吊掛時應注意,在鎖上所有夾模板及開模之前,吊鉤不要取下,以免夾模板松動或斷裂以致模具掉落。模具裝妥后,應再仔細檢查模具各部份的機械動作,如滑板、頂針、退牙結構及限制開關等之動作是否確實,并注意射料嘴與進料口是否對準。

句容注塑模具加工
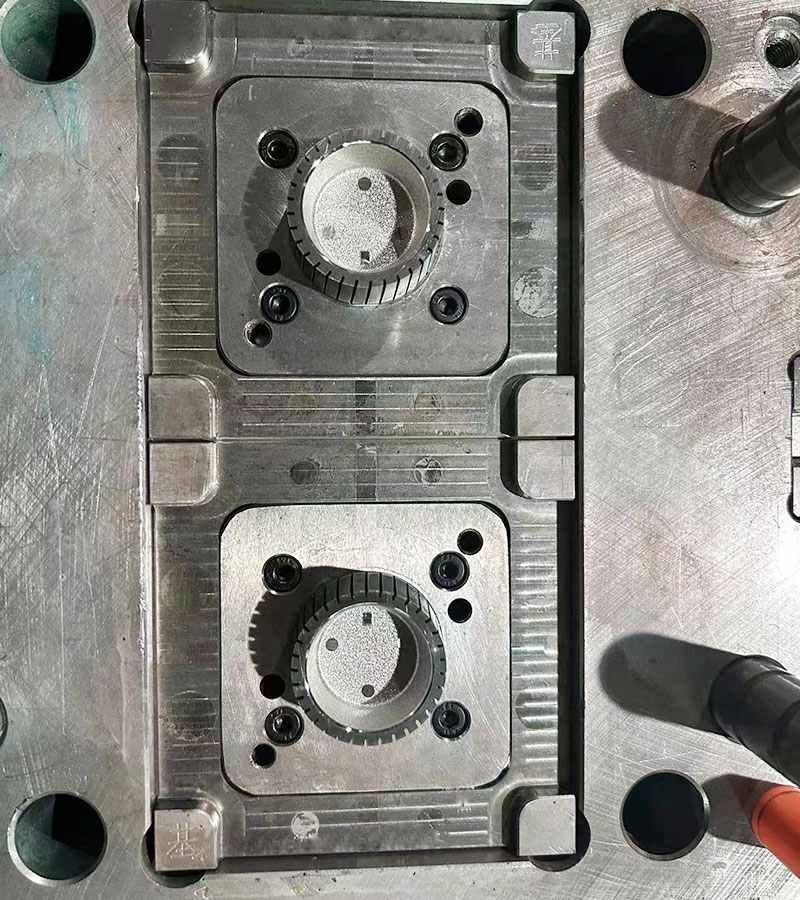
模具的結構雖然由于塑料品種和性能、塑料制品的形狀和結構以及注射機的類型等不同而可能千變萬化,但是基本結構是一致的。模具主要由澆注系統(tǒng)、調溫系統(tǒng)、成型零件和結構零件組成。其中澆注系統(tǒng)和成型零件是與塑料直接接觸部分,并隨塑料和制品而變化,是塑模中最復雜,變化大,要求加工光潔度和精度最高的部分。

句容注塑模具加工
注塑模具是生產各種工業(yè)產品的重要工藝裝備,隨著塑料工業(yè)的迅速發(fā)展,以及塑料制品在航空、航天、電子、機械、船舶和汽車等工業(yè)部門的推廣應用,產品對模具的要求也越來越高,傳統(tǒng)的模具設計方法已無法適應當今的要求. 與傳統(tǒng)的模具設計相比,計算機輔助工程(CAE)技術無論是在提高生產率、保證產品質量方面,還是在降低成本、減輕勞動強度方面,都具有極大的優(yōu)越性。